
技術のキーワード

自動車産業をはじめ、各種工業分野に幅広く行きわたるFURUYAの加工製品。
お客様の満足を第一に考え、製品としての機能が最大限に発揮できるように追求した結果が、
製品工程での自社開発機器の導入でした。
日々の小さな創意工夫の積み重ねが大きな実を結ぶ時・・・
それは明確な数値となって現れました。


旋盤リーマ加工の際、古屋工業所開発の<リーマホルダー>を用いることで、直径公差8/1000、同軸度1/100を達成いたしました。
特に直径公差は、従来に比べ、約5倍の加工精度アップになります(当社比)


NC旋盤で使用する「成形爪」、古屋工業所では従来の爪の既成危概念を打ち破り、全く異なる形状にすることによって、非常にひずみを生じやすい小判型形状に対しても、真円度0.003以下を実現いたしました。
これは業界で一般に考えられている真円度の約10倍にも達します。


古屋工業所のフライス加工で可能となる表面粗さが1.7S。
この研磨の領域ともいえる数値を実現したのが、刃の形状設計から手掛けた「サイド・カッター」です。粗さZではもちろんのこと、粗さSでも、常に2.5S程度の精度を維持することが可能です。


古屋工業所ブランドの加工精度により、内径寸法公差0.01、面粗度1.6S以下を実現いたします。
こうした努力の結果、↓のような難易度の高い切削加工品でも、十分すぎるほどの精度を出すことに成功し、また、5年前から、加工不良ゼロの記録を更新し続けています。
これは、ディーゼルターボエンジン部品ですが、この内側の面の面粗度は3Sを要求されていたところ、安定して1.7S以下のレベルの精度を出しています。
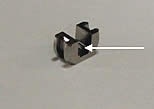
また↓のような、船舶用部品でも、高い精度を保証し続けています。
部品A,部品Bは、船舶のハンドルの油圧部品です。両方の密着性及び、部品Bの穴の精度が高くないと、油漏れをおこすので、非常に高い精密度を要求するワークです。

この面の平面度は1000分の2以下

この穴の中に油を挿入するピストンが入るため穴の内径の面粗度は1.2S以下。寸法公差は100分の1。

